
基于Kinco小型PLC的丁基膠涂布機解決方案
需求背景:

中空玻璃作為建筑節能材料,因其良好的隔熱、隔音、美觀適用性而被廣泛應用。
其中密封性的好壞對中空玻璃使用壽命起到至關重要的作用。通過丁基膠涂布機,將熔熱的丁基膠均勻地涂在鋁框兩側,為下一步的合片做準備。然后,將丁基膠涂在中空玻璃四邊,完成第一道密封。
那么,丁基膠涂布機是如何工作的?它又由哪些系統組成?它對控制系統又有何要求呢?
工藝介紹:

丁基膠涂布機是玻璃機械的一種,其主要作用是將熱熔的丁基膠均勻地涂在鋁框兩側,涂膠時,只需人工扶著鋁間隔框在傳送帶上向前運行,其它動作均由設定程序自動完成。
◎自動涂膠基本過程
1.測寬:第一次使用或鋁框寬度改變后,需要對鋁條進行測寬,以便傳送時鋁框順利通過膠嘴。
2.加熱:進入自動狀態后,膠嘴和膠盤要先進行加熱,同時傳送帶轉動,以免膠嘴溫度升高后將傳送帶燙壞,溫度高于80度以后打膠流程才會起效。
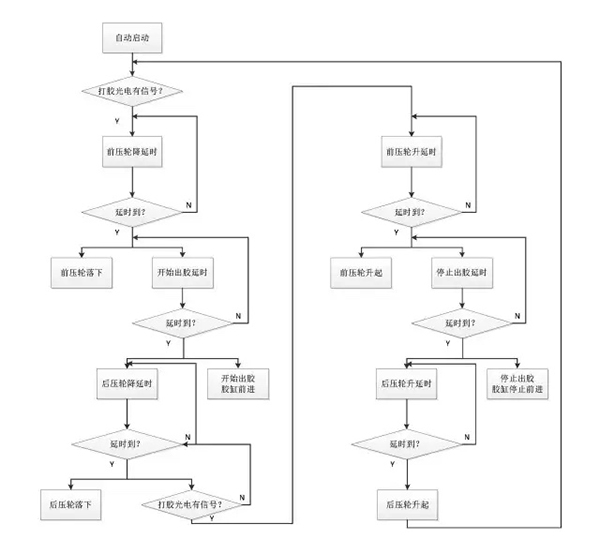
3.傳送打膠:當達到設定溫度后,手持鋁框放在傳送帶上,當前端打膠光電檢測到鋁框時,自動涂膠過程開始。打膠光電有信號后,延時一段時間,前壓輪下壓,壓住鋁框;前壓輪下壓后延時一段時間,膠缸前進,膠嘴出膠。開始涂膠后,再延時一段時間,后壓輪下壓。打膠光電信號消失后,延時一段時間,前壓輪抬起,前壓輪抬起后,再延時一段時間,膠缸停止前進,同時膠嘴停止涂膠;停止涂膠后,再延時一段時間后,后壓輪抬起,鋁框一邊涂膠完成。
之后重復傳送打膠流程,將鋁框剩余三邊全部涂上丁基膠,鋁框涂膠就全部完成。
因為大多數鋁框為方形而少數為圓形,所以在自動中可以進行方形和圓形的切換。當為圓形框涂膠時,中間壓輪壓住圓框,同時皮帶轉動,膠嘴出膠,松開腳踏開關該過程停止。
◎自動涂膠工藝流程圖
設備的系統組成:
自動涂膠設備主要由打膠系統、液壓系統、氣動系統、電氣系統和加熱系統等五大部分組成。
電氣系統以PLC做為控制中心,由傳感器、PLC、觸摸屏、變頻器及電氣元件組成。
加熱系統由加熱電阻,可控硅等組成,通過PLC擴展的RD模塊接收熱電阻反饋回來的溫度進行PI調節,最后實現溫度的精確控制。
設備對系統的控制要求:
1、由于皮帶速度越快,相應延時越小,所以傳送打膠部分的六個延時都必須精確到1ms,因為傳送帶轉速發生改變時,延時也要發生相應改變。如果延時不夠精確,壓輪壓下或抬起時就會阻礙鋁框的傳動。
2、因為加熱膠嘴和膠盤需要一定的時間,所以為了提高工作效率,該設備需要定時加熱功能,即到達設定時間對膠嘴和膠盤進行加熱,當工人上班時,就可以馬上工作。
3、延時關機功能是當工人下班停機時,讓皮帶多轉一會到達設定時間再停下,這樣做的目的是當停止時,膠嘴溫度還未降下來,這樣有可能燙壞皮帶,所以讓皮帶多轉一會,膠嘴溫度降下來后,再讓皮帶停止。
◎控制系統示意圖

◎硬件選型
1、PLC選擇:選用Kinco K5系列 PLC作為數據處理單元,提供更豐富的功能和更高的性能,是高性價比的一體化小型可編程控制器,可全面滿足小型設備和過程控制的基本需求。
2、觸摸屏選擇:采用MT4000系列經濟型人機界面,中英文版觸摸設計,可滿足中外客戶的需求;功能強大,操作方便,可以選擇手自動操作,進行各參數的調整,定時加熱、延時關機功能的設置,報警的顯示,時鐘修改。
3、變頻器選擇:采用Kinco CV20系列變頻器進行傳動變頻控制,操作方便,提高效率。Kinco CV20系列變頻器具有體積小、重量輕、安裝便捷、維護方便等優點。
方案特點總結:
具有自動開關機功能,節省預熱時間,提高了工作效率。系統易維護,操作簡單,自動化程度高。
通過Kinco步科MT4000系列觸摸屏和K5 PLC通訊,設定修改參數,PLC通過RD模塊將采集熱電阻的阻值轉換為溫度,通過PID調節將溫度精確控制在±1℃。
通過精確的時間控制改變了以往傳送帶只能固定5個轉速運行的狀況,轉速可在屏上任意設定,延時參數根據轉速改變進行相應調節,使用起來更加方便。
